By Ben Khoshnood
When you ask the EMS management team what is the material impact on their business, they typically respond by adding up the number of people that work in the stockroom, and those involved in kitting and material stock return, plus shipping and receiving.
For so many years we did not pay attention to, or totally understand, the business impact of the material acquisition and handling costs. The more EMS providers get squeezed out of their profits from the vise grips of distributors and end customers, the more imperative it is that the industry totally focuses its attention, not only on the supply chain, but also on how material is delivered, handled, and managed in the operation. It is time to send in the armies of black belt, lean six sigma Ninjas to work, and provide the Western hemisphere EMS providers with more hope to compete globally. When bottlenecks are removed and automation is fully implemented, locally manufactured product is most cost effective.
Background
Many years ago, I was running a high mix, low to mid volume EMS business, and like everyone else surprise shortages were driving the million dollar SMT lines to screeching halts. It was often that the sound of cha-ching would stop, and everyone, and I mean everyone, was dealing with trying to find the part that was supposed to be in the factory, but was nowhere to be found. The program managers, material staff, purchasing, production staff, and I, would get hourly calls from the customer who wanted to know the status of their desperately needed job. We would look everywhere, and no one seemed to have the answer as to where the part was placed. My purchasing manager would raise her right hand and swear that she brought the part in. All this would take place while the SMT line was shut down waiting for us to find the penny part. This is so common that the EMS industry added a phrase to our lexicon: “Surprise Shortages.”
In one instance when we finally found the part, it was placed on top of a shelf because the part needed to go directly to the floor when it arrived, and there was no specific bin assigned for the part. Sound familiar?!!! Also, by the time we found the missing part, reordered it, and paid for an overnight shipment, we were now late on the demanding customer order, and overtime was in place to get the assemblies out ASAP. And then to top it off, my management team was meeting with a high-speed SMT equipment manufacture to order another line, so that we could meet customer demands! It dawned on me then, “What if we never had surprise shortages? What if we could pull the kits instantly and accurately? What if the feeder set-up crew could find parts in seconds? What if?, What if?, What if?!”
The answer was painful and enlightening. We could have exceeded our customer demands with one less line. The existing staff could have supported the increase in volume of the business threefold without adding any more staff. My buyers would have had more time to strategize material deliveries and negotiate prices more effectively. My program managers were not material expediters and could have provided a lot more customer service. The overtime would have been far less, the cash flow would have improved, the material costs would have come down, my staff would have had more time to prevent the excess and obsolete inventory build-up, and our profit would have soared.
So what is the answer? A fresh look at how we deal with material kits and inventory! When the Six Sigma revolution started to improve quality, in the 80’s, we were not setting goals to improve by 10%. Drastic change was required, not incremental improvements. Today, this means the traditional shelves and bins need to go, Metro carts and Home Depot shelving and bins are no longer the best way to store your parts. Close your eyes and envision a factory where the right amount of material arrives when you need it, and is placed in a location that, within a few seconds, can be picked up, and loaded into a feeder without human error.
Improving Material Operation
Let’s try to map out a standard material handling operation. The flow chart of a typical factory after the parts are received and moved to the stockroom looks something like this as shown in Figure 1.

Figure 1. Flow chart of a typical factory after the parts are received and moved to the stockroom.
This operation could take anywhere from 4-10 minutes per component in a typical stockroom with bins and shelves. There are many different methods that have been jerry-rigged to help with finding parts quicker or making the reordering process faster, such as Kanban, dual bin systems, weighing the parts, folder style reel holders, reels in bags hanging from racks, etc. There are also many methods (contraptions) that have been put together to hold the reels in a kit, so that they can be identified when moved to the feeder loading station, such as a peg board with long pegs, wire divider metro rack carts, manila folders and file cabinets, etc. Recently, a number of products have been introduced to help automate stocking and kitting processes. Typically, this type of equipment is large robotic systems with low reel storage counts per cubic foot, an expensive elephant in the room with a high installation cost. These robotic systems retrieve one reel at a time, taking sometimes more than 30 seconds per reel, which is much faster than a typical 4 to 10 minute retrieval time.
There is only one company from the US that has introduced a non-robotic system that can detect the presence and absence of a reel in its single package, single location storage system with the ability to light up the location of the parts to be identified. This system is blazing fast, easy to use, mobile, and has the highest cubic foot density for the storage of reels. The InoAuto, by Inovaxe can hold over 1,100 reels in a 44″L x 15″W x 64″H space. It lights up all the parts in your kit, making them instantly available and reducing your kitting time from hours to seconds.
The next area that has a lot of opportunity for non-value added labor reduction is the feeder setup operation. The operator typically generates a feeder setup sheet and goes through the stacks of reels the stockroom put together in order to find the right parts in order. If you really think about it, the stockroom takes a relatively organized stockroom and creates a disorganized pile of parts when they create a kit. Now the operator must locate these parts one by one and make sure they will not mistake the one Ohm resistor for a 100 Ohm resistor. The only reasons I can think of why a stockroom does this are:
1. They want to ensure the parts are there, and the stockroom parts match the system inventory. Somehow we believe that if we place the parts behind a locked door, the part counts miraculously become accurate.
2. The parts are far away from the SMT area. Companies justify this because they carry too much inventory and traditional storage shelves have too much wasted space to place the inventory next to the SMT lines.
3. The parts are expensive and need to be behind closed or locked doors. Due to the cost of components, many companies store them behind locked doors. During allocation periods, some parts do need to be protected because of their demand and or high dollar value. Regardless, in each company, there are only a handful of parts that should be totally locked up.
All of this creates extra work, which is prone to human error and mistakes that result in a labor intensive material handling operation.
Figures 2 and 3 outline a typical process flow chart for loading feeders and reloading the feeders on the SMT machine.
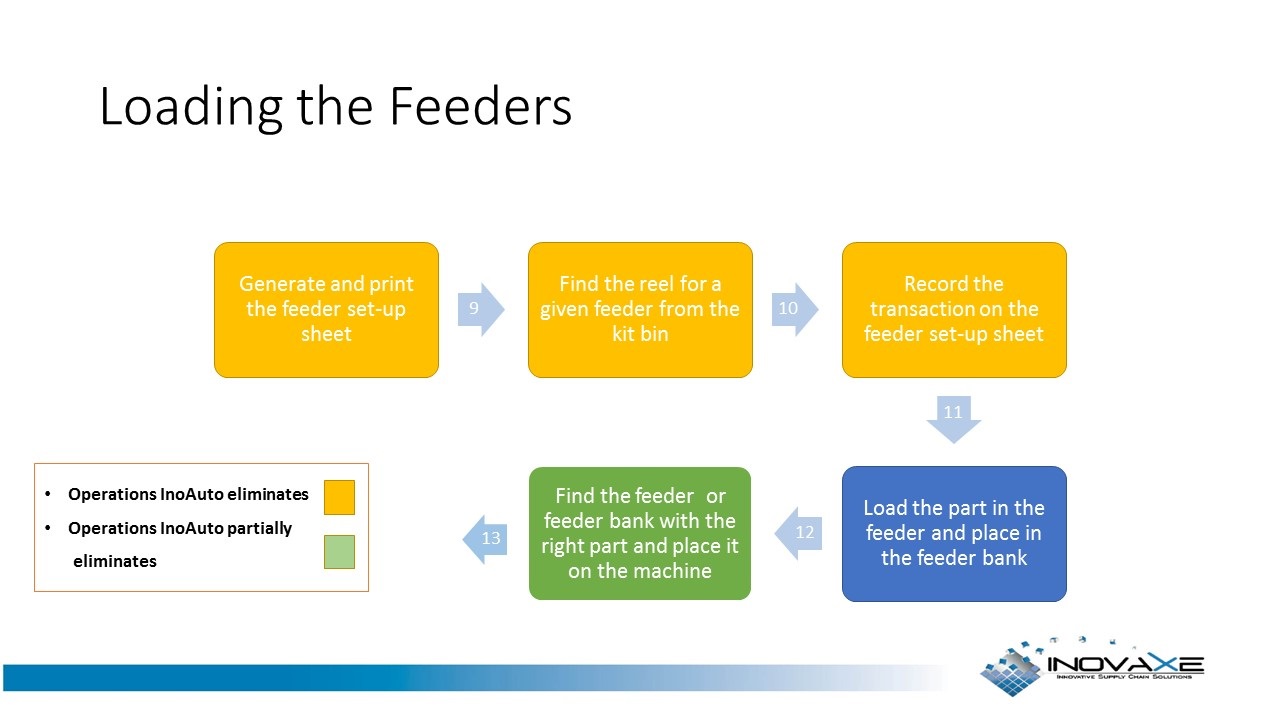
Figure 2. Typical process chart for loading feeders on the SMT machine.
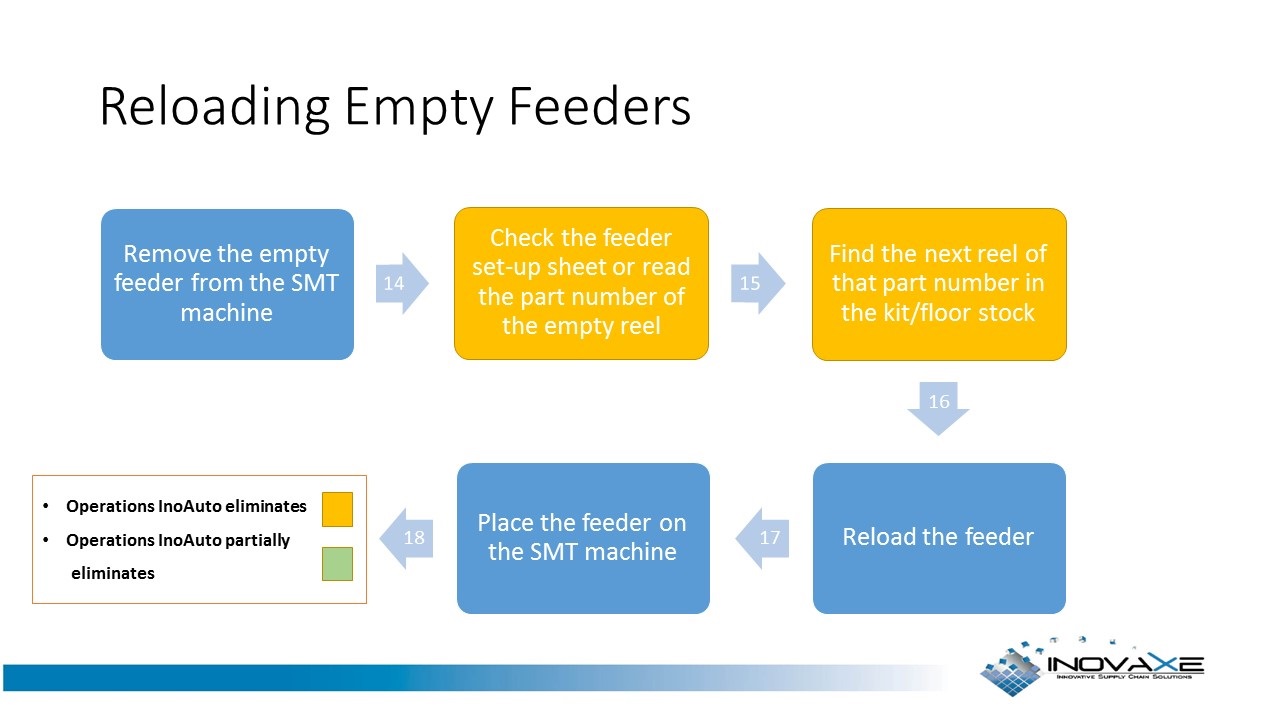
Figure 3. Typical process chart for reloading feeders on the SMT machine.
The Metro racks and standard shelving cannot do too much to streamline the above process. The robotic systems and Inovaxe’s InoAuto system can eliminate the flow chart operations highlighted in yellow. The challenge with the robotic equipment is their size, which makes it impractical to place stock right next to the machines on which they are needed. The Inovaxe smart carts are ideal for point of use inventory storage because they can hold over 3300 reels in an 11’L x 1.25’W x 5.3‘H space. One of InoAuto’s clever features is that it can identify the parts you need in their feeder order. It can also identify the parts you need before a reel runs out on a feeder. The ROI on this type of automation can pay back the investment in less than six months in many cases. This product substantially improves the efficiency and throughput of loading the feeders, and running the SMT line.
The next area with significant opportunity for improvement is returning reels to stock after the kit is finished going through the SMT line. I call it the material “black hole”. Figure 4 shows a typical flow chart of this operation.
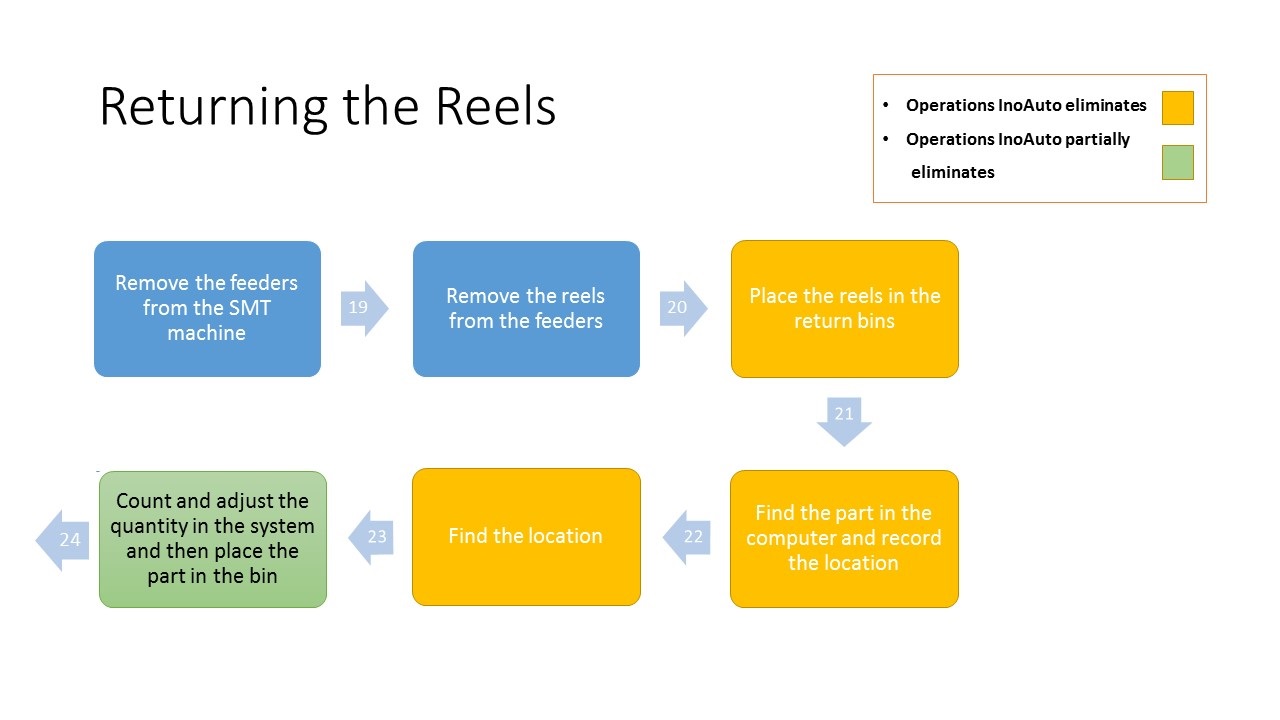
Figure 4. Flow chart showing reels returned to stock after a kit has passed through the SMT line.
The return of parts back to stock can often cause the most problems. Typically the job is done, the pressure of meeting demand is reduced, and returning parts may have to wait until the material people are not very busy, so they have enough time to count parts and finding bin locations. This is a time consuming and slow process for a typical shelf and bin operation. In the case of using vertical or carousel storage systems, the problem is the bottleneck. The input and output is typically through one person and the bottleneck can back up returns. It will take anywhere between 4-10 minutes per reel to count the inventory correctly, find the location, and place the parts in the bin. This is where the problem starts, as the parts that are not returned may be needed on another job, and, in some cases, they are all in a pile. Finding a particular part number in the pile is like finding a needle in a haystack. This operation typically gets the least attention because everyone is working on new jobs. This is also the area in which, depending on the way WIP is accounted for, you may buy the same parts that you have in the pile, because you need it in your new job, and your MRP has lost track of it. Now, this has created more work for buyers to bring the parts in, and the program manager has to determine when you can ship the product and call the customer to reschedule the delivery, of course, after expediting the part. Are they a true program manager, or an expensive expediter?!
All of this also effects the accounting process, as the operation has to buy more material, juggle the vanishing cash flow because of the increase in inventory, and process more invoices. Not to mention, the line has been sitting idle waiting for the parts to arrive.
The robotic storage system can provide a good solution for the part return process, as long as travel time and size is not important. The InoAuto smart cart is an extremely effective tool for this process as well. Returning parts to bins takes less than three seconds and, in many cases, part counts can be adjusted automatically by the machine software.
Now let’s look at the spaghetti chart of the material process before automation and streamlining. Figure 5 is a typical presentation of the material flow through a SMT factory.
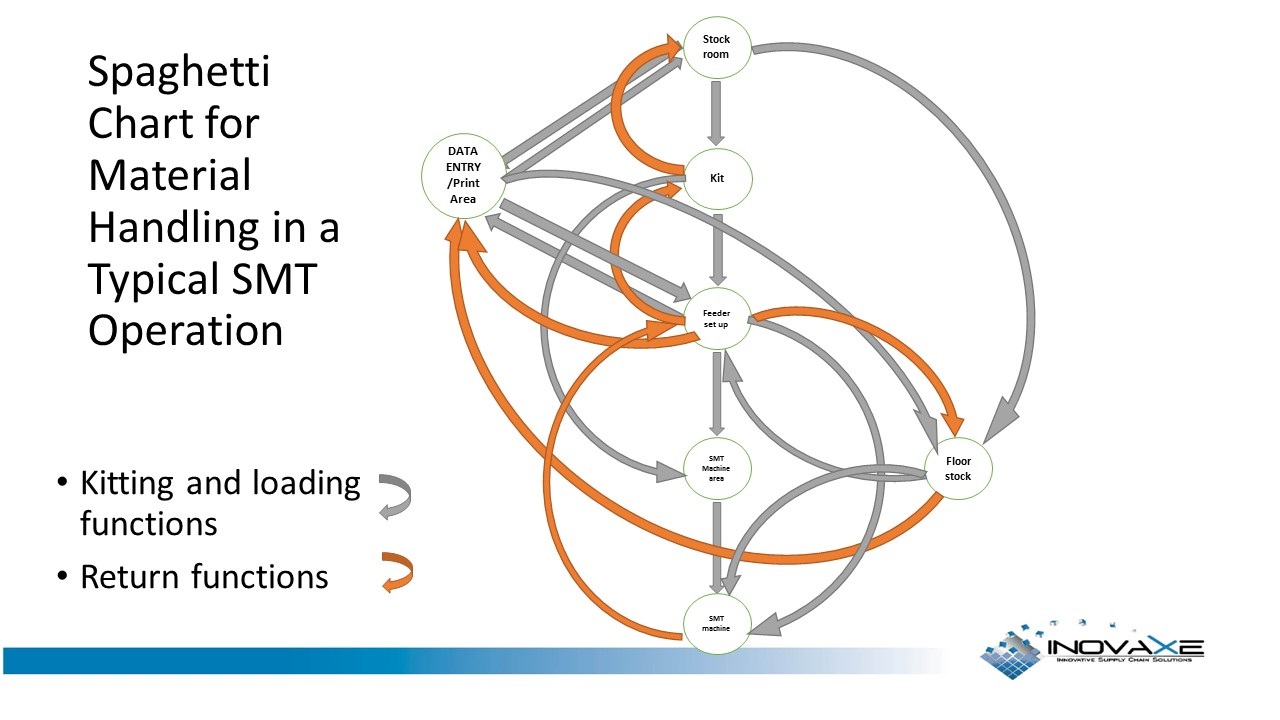
Figure 5. Spaghetti chart for material handling in a typical SMT operation
One can get dizzy looking at this chart! The irony is when you create the spaghetti chart with the effect of the material flow throughout the other factory operations; program management, purchasing, production, test, etc. doesn’t look very messy and actually looks very streamlined. The other irony is that we are paying every day for all of that busy, inefficient work. We deal with simple “big box store” shelving and Metro carts, and will not even think to budget for complete automation of this mess and bring all of that wasted cash to the bottom line. One way to help bring those wasted dollars to the bottom line is to use 21st century equipment to streamline the process.
Figure 6 is one representation of a material spaghetti chart with substantially fewer noodles. In the new process map your reels are stored at the point of use in a smart cart line InoAuto, next to the SMT line. Upload a pick list or a BOM to the smart cart computer and it will light up the location of each part in your kit and now you can get them in seconds versus hours. You can receive the parts in picking order by locating the parts one at a time, as the LED will blink one at a time, indicating one location for each one of the feeders. After the job is done, remove the reel from the feeder, scan the part number, and place it in any empty location on the cart. It is as easy as that, and as it looks in the chart above. Let those wasted dollars be invested into your growth, your customers’ and employees’ satisfaction, and your shareholders’ delight.
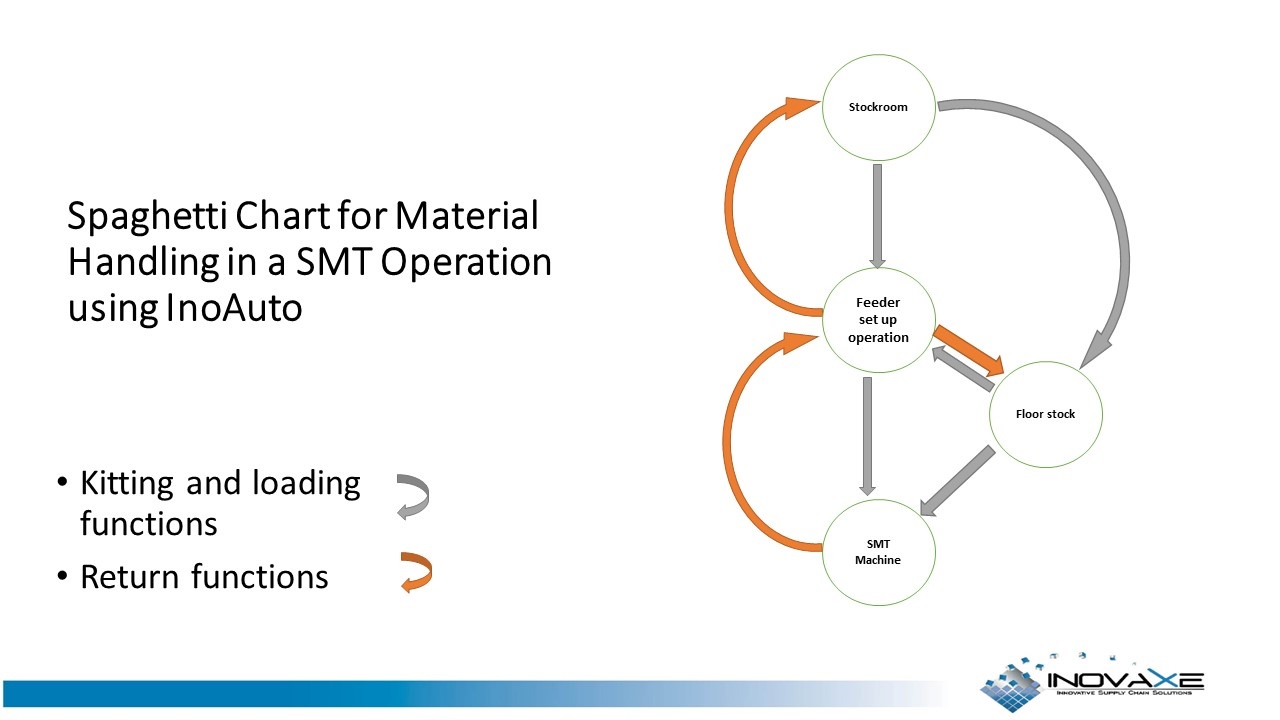
Figure 6. Spaghetti chart for material handling in a SMT operation using InoAuto.
Conclusion
Managing your cash, sorry, but your material is one of the most important parts of running a manufacturing operation. The human error mistakes, material bottlenecks, and inventory inaccuracies will have a broad effect on the health of your business. The impact of problems in the material department can be felt in customer satisfaction, employee satisfaction, cash flow, revenue growth, and profitability.
The traditional method of handling material, at first glance, appears adequate and low cost, but, the spaghetti chart of the material operation shows how expensive it really is. Because life goes on and in many cases painfully, more capacity for SMT lines, better software to run the ERP, more Metro racks with typical bins and some with bar code locations continue to be the practice and unfortunately, win the budgetary decision.
Think ROI, not just the cost of smart cart vs. standard shelves and bins. Before you send out the black belt lean ninjas to fight the material challenge, make sure they are familiar with the latest material handling systems, or you may end up with more jerry-rigged contraptions.
To win the race for survival, growth and profitability, companies must give the highest priority to the material operation and material handling tools. More SMT lines, faster machines, or new ERP software are not the only, or even the best, answers to achieve their business goals. Fortunately, there are now a number of solutions that can help electronics manufacturers to streamline and take control of the material black hole. These are robotic storage systems if you are an OEM or have limited part numbers, and money is no object, and the smart cart (InoAuto from Inovaxe) if your needs are easy to use, and a fast, flexible, small foot print, with a ROI of less than one year.
For more information, contact Ben Khoshnood, President, Inovaxe Corp., 260 S.W. 12th Avenue, Deerfield Beach, FL 33442; 954-531-1363 x.13; E-mail: ; Website: www.inovaxe.com.



NEWSLETTER





Views













Skyscraper 1




